
Upgrade your industrial cooling systems with our Finned Tube Steam Heater, a composite sleeve air heat exchanger. This industrial copper tube stainless steel tube surface cooler offers superior performance and durability.
Ideal for various industrial applications, our finned tube heater ensures efficient heat transfer and long-term reliability. With its robust construction, it provides optimal cooling and heating performance in your operations.

Introducing our Stainless Steel Tube Heat Exchanger, a versatile solution for various industrial heating and cooling needs. This U-tube heater is designed for horizontal tube condensers and shell-tube heat exchangers, ensuring efficient heat transfer in demanding environments.
Crafted from high-quality stainless steel, our heat exchanger offers durability and resistance to corrosion, making it ideal for chemical, petrochemical, and food processing industries. With its horizontal tube configuration, it ensures optimal heat distribution, enhancing overall system performance.
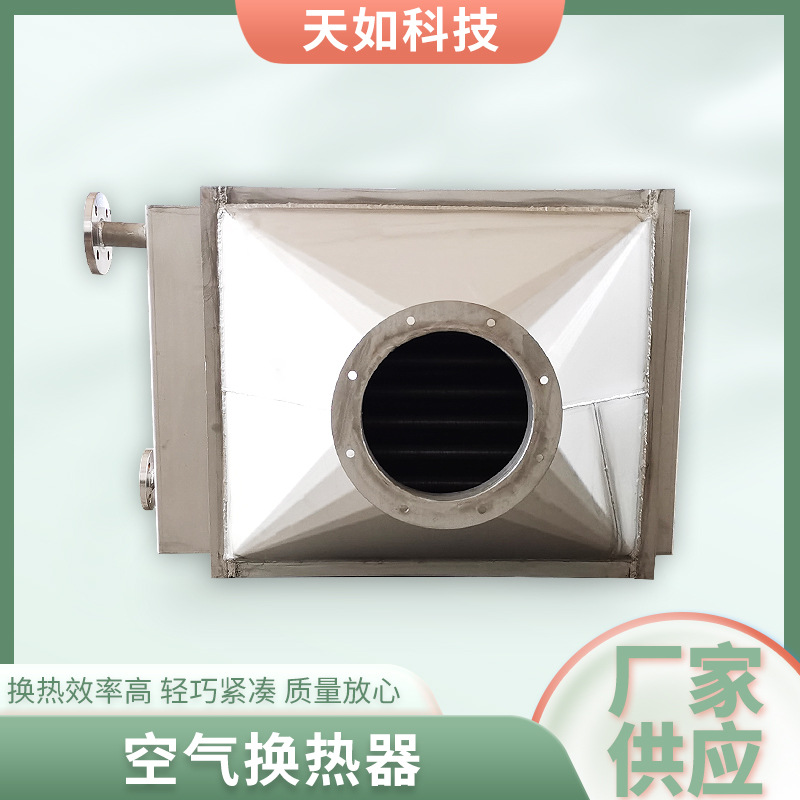
Introducing the Air Heat Exchanger, a high-efficiency solution for exhaust gas cooling and heat energy saving. This stainless steel water cooler is designed for optimal performance in industrial settings.
Our heat exchanger features a robust construction that ensures durability and long-term performance. Ideal for industries requiring efficient heat recovery, this air preheater is a smart investment for energy-saving and environmental sustainability.

Our Shell and Tube Threaded Spiral Wound Condenser is a premium 316 stainless steel heat exchanger designed for distillation, chemical, and steam applications. This heat exchanger ensures efficient heat transfer and durability in harsh industrial settings.
Featuring a threaded spiral wound design, it offers superior heat transfer efficiency and resistance to corrosion. Ideal for chemical processing and distillation, this heat exchanger is built to withstand high pressures and temperatures, ensuring long-term reliability.











