Enhance your industrial waste gas treatment with our 800 Iodine Value Honeycomb Activated Carbon. This high-quality carbon is designed for effective adsorption and desorption, making it perfect for catalytic combustion.
Manufactured with a waterproof design, this honeycomb activated carbon offers superior performance in waste gas treatment. Its high iodine value ensures maximum efficiency, making it a must-have for industrial settings. Trust in our reliable and effective solution for your waste gas treatment needs.
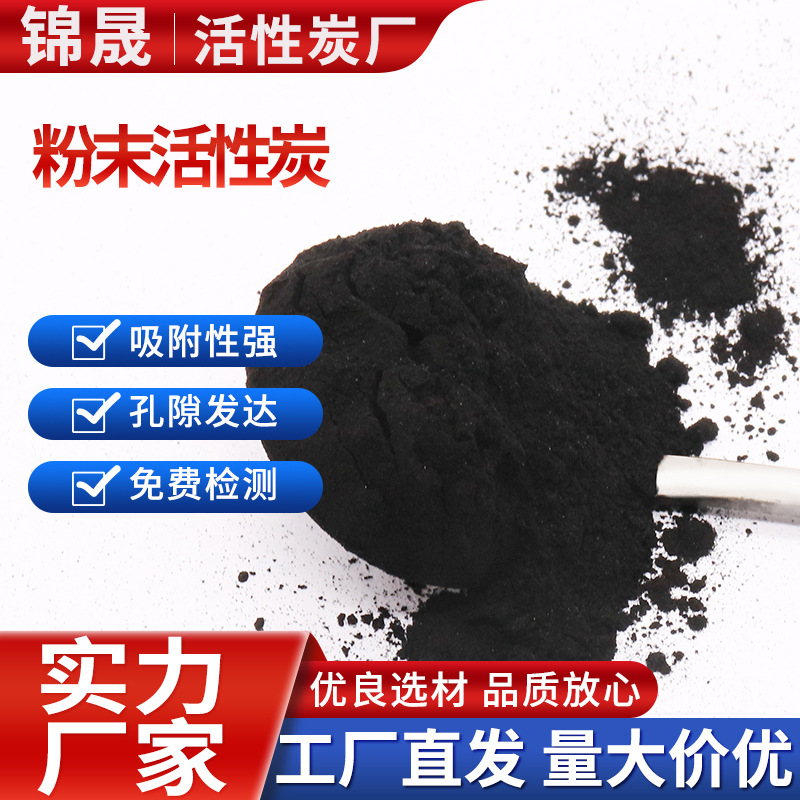
Revolutionize your industrial sewage treatment process with our Activated Carbon Powder. Designed for COD reduction and decolorization, this 200 mesh and 325 mesh wooden powder activated carbon is perfect for industrial applications. Improve water quality and reduce contaminants with our high-performance activated carbon.
Our activated carbon powder is engineered to provide superior filtration and purification, ensuring your industrial processes run smoothly and efficiently. Say goodbye to costly downtime and hello to reliable, consistent performance. Ideal for various industrial applications, it's a must-have for any facility looking to enhance their water treatment capabilities.

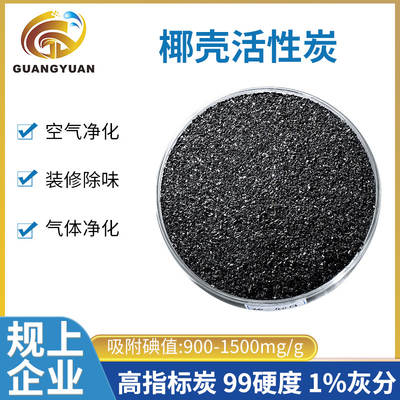
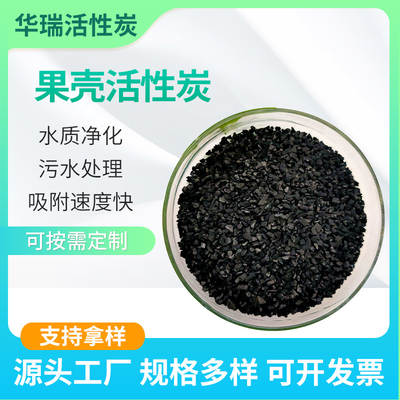
Elevate your water purification process with our coconut shell activated carbon, a premium material trusted by manufacturers worldwide. This high-iodine value activated carbon is engineered for superior filtration, ensuring your drinking water is free from impurities and contaminants. Whether you're treating tap water or industrial wastewater, our activated carbon delivers consistent, reliable results.
Our coconut shell activated carbon is designed to meet the highest standards of water purification. With its granular form, it offers excellent flow rates and efficient adsorption, making it ideal for a wide range of applications. Choose our activated carbon for a cleaner, safer water supply and experience the benefits of advanced filtration technology.

Discover the unparalleled power of Hainan Xingguang Coconut Shell Activated Carbon, designed for high iodine value and low dust. This premium catalyst carrier is perfect for gold extraction, offering superior adsorption capabilities that ensure maximum efficiency in your precious metal recovery processes.
Ideal for industrial applications, this activated carbon is engineered to withstand the toughest conditions, making it a reliable choice for petroleum and chemical industries. Its low dust properties reduce maintenance and downtime, while its high iodine value guarantees exceptional performance in adsorbing precious metals.